Основным принципом ЛГМ (литье по газифицируемым моделям) является заливка расплава чугуна, стали или цветного сплава в опоку, находящуюся под отрицательным давлением, внутри которой в плотной песчаной смеси расположена пенополистирольная выжигаемая модель. Точность отливки получается как при литье по выплавляемым моделям, а затраты сопоставимы с литьем в песчано-глинистые смеси.
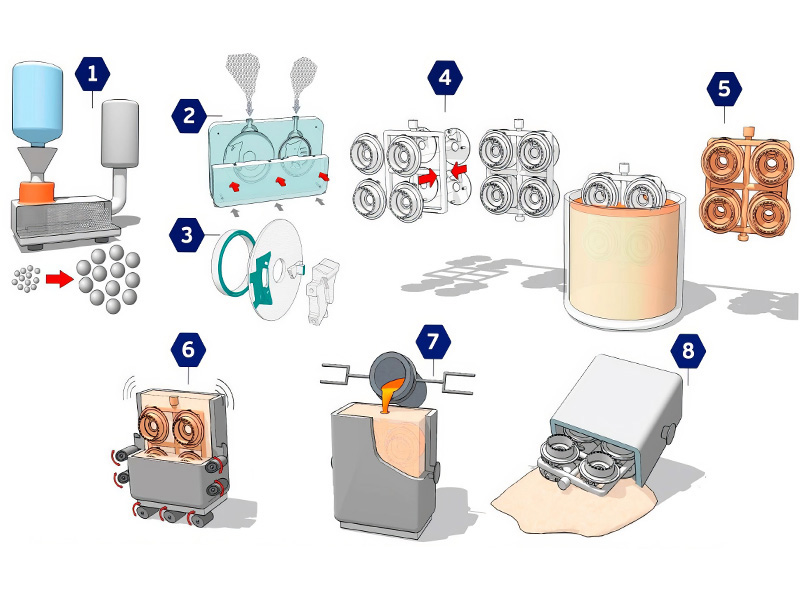
Схема производства ЛГМ
подвспенивание гранул полистирола;
получение из гранул деталей модели;
склейка деталей модели;
сборка модельных кластеров (кустов);
окрашивание кластеров окунанием;
формовка в контейнере с сухим песком и его вибрацией;
заливка формы металлом;
остывание отливки и высыпание песка с отливкой.
Комплексы по созданию моделей из полимеров
Для изготовления моделей преимущественно используется литейный полистирол мелких фракций 0,3 мм — 0,9 мм. (в зависимости от габаритов детали). Полистирол предварительно подвспенивается на паровой ванне и просушивается. В пресс-формы задувается подвспененный полистирол, пресс-формы устанавливают в автоклав и выдерживают до спекания гранул полистирола. Затем охлаждают и достают готовые модели. Другой способ изготовления моделей — на модельных автоматах, что повышает производительность в 2-4 раза.
Предвспениватель полистирола
Автоклав
Готовые модели ЛГМ из пенополистирола
Группа компаний «ЕСГ»
Адрес
194017, г. Санкт-Петербург, ул. Гаврская, д 15, литера А, пом. 22Н